












Угольный углеродный нагнетатель на основе антрацита, высокоуглеродистая науглероживающая добавка 3-5 мм, металлургическая, на основе антрацита.

Характеристики продукта
В Китае к распространенным типам науглероживающих материалов относятся графитизирующий науглероживающий агент, прокаленный нефтяной кокс и прокаленный антрацитовый уголь.
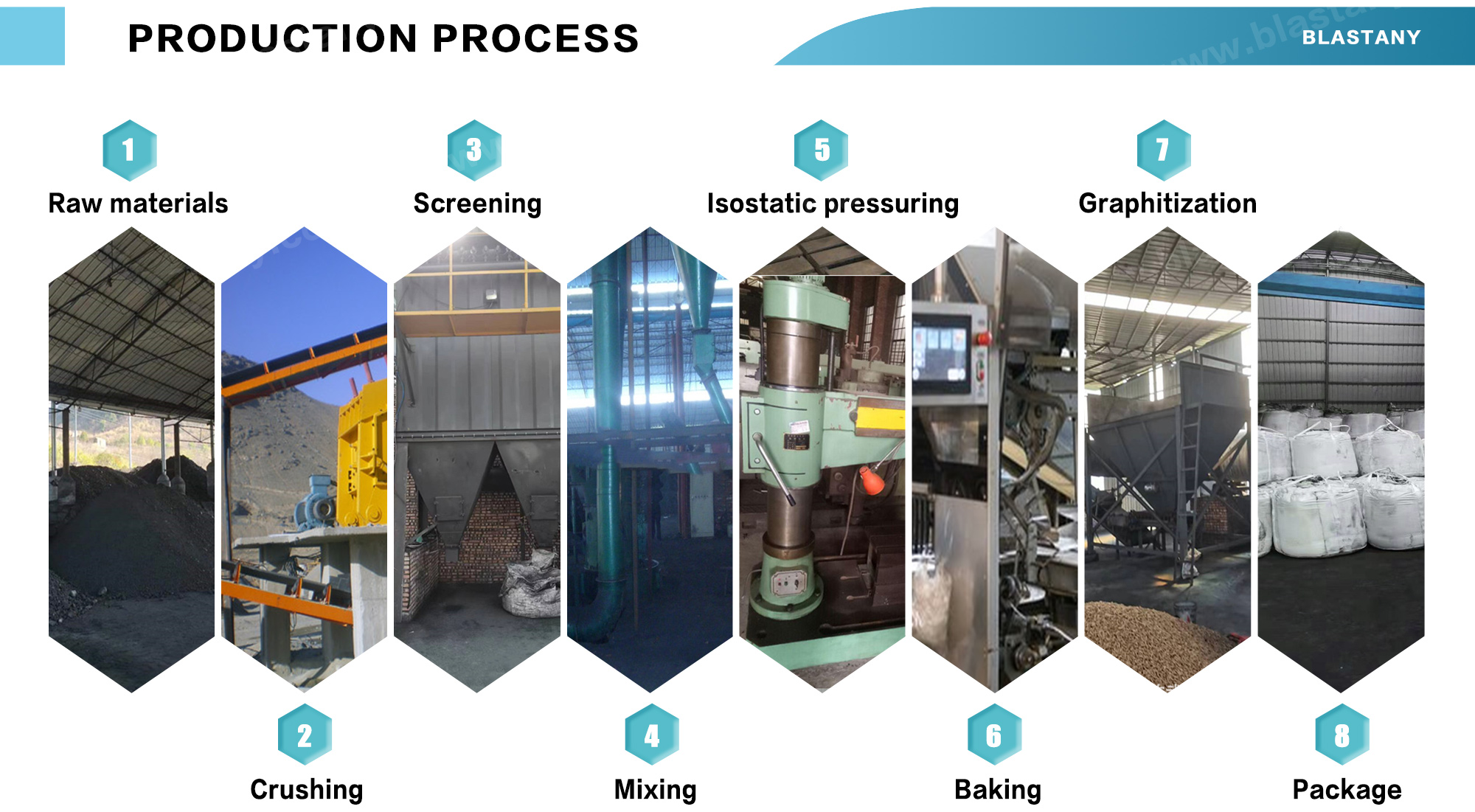
В качестве сырья для отечественных науглероживающих агентов используются тяжелые нефтяные остатки, образующиеся в процессе нефтепереработки, для коксования, а именно нефтяной кокс и асфальтовый кокс. Сырой нефтяной кокс подвергается обжигу с образованием кальцинированного нефтяного кокса. Графитовый науглероживающий агент получают путем графитизации сырого нефтяного кокса. Графитизация позволяет снизить содержание примесей, увеличить содержание углерода и уменьшить содержание серы.
Цементирующие агенты широко используются в сталелитейной, литейной, плавильной и других отраслях промышленности. Использование цементирующих агентов в литье может значительно увеличить количество стального лома, уменьшить количество чугуна или его отсутствие. Цементирующие агенты улучшают распределение графита, способствуют графитизации чугуна, увеличивают количество кристаллических ядер графита и мелких графитовых шариков в расплавленном чугуне, что обеспечивает более равномерное распределение графита в матрице и улучшает качество продукции.
Кальцинированный нефтяной кокс в основном используется в алюминиевой промышленности. В процессе производства стали в качестве цементирующего агента может добавляться кальцинированный антрацитовый уголь.
Углеродсодержащая добавка/улучшитель углерода также называется «кальцинированным антрацитовым углем» или «газокальцинированным антрацитовым углем».
Основным сырьем является уникальный высококачественный антрацит, характеризующийся низким содержанием золы и серы. Углеродная добавка имеет два основных применения: в качестве топлива и в качестве присадки. При использовании в качестве углеродной добавки в сталеплавильном и литейном производстве содержание связанного углерода может достигать более 95%.
Высококачественный антрацит, получаемый в качестве сырья путем высокотемпературного обжига при температуре более 2000 °C в электрической печи постоянного тока, эффективно удаляет влагу и летучие вещества, улучшает плотность и электропроводность, повышает механическую прочность и антиоксидантные свойства. Он обладает хорошими характеристиками: низким содержанием золы, низким сопротивлением, низким содержанием углерода и высокой плотностью. Это лучший материал для высококачественных углеродных изделий, используемый в качестве углеродной добавки в сталелитейной промышленности или в качестве топлива.
технические характеристики продукта
| Элемент | ГПК (графитированный нефтяной кокс) | ПолуГПХ | КПК (кальцинированный нефтяной кокс) | Газокальцинированный антрацит (GCA) | Газокальцинированный антрацит (GCA) | Газокальцинированный антрацит (GCA) | Лом графитовых электродов |
| Фиксированный углерод | ≥ 98,5% | ≥ 98,5% | ≥ 98,5% | ≥ 90% | ≥ 92% | ≥ 95% | ≥ 98,5% |
| Содержание серы | ≤ 0,05% | ≤ 0,30% | ≤ 0,50% | ≤ 0,50% | ≤ 0,40% | ≤ 0,25% | ≤ 0,05% |
| Летучие вещества | ≤ 1,0% | ≤ 1,0% | ≤ 1,0% | ≤ 1,5% | ≤ 1,5% | ≤ 1,2% | ≤ 0,8% |
| Пепел | ≤ 1,0% | ≤ 1,0% | ≤ 1,0% | ≤ 8,5% | ≤ 7,5% | ≤ 4,0% | ≤ 0,7% |
| Содержание влаги | ≤ 0,5% | ≤ 0,5% | ≤ 0,5% | ≤ 1,0% | ≤ 1,0% | ≤ 1,0% | ≤ 0,5% |
| Размер частиц/мм | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. | 0–1; 1–3; 1–5; и т. д. |
Как использовать
1) При использовании электропечи мощностью более 5 тонн и одного стабильного сырья мы рекомендуем метод децентрализованного добавления. В соответствии с требуемым содержанием углерода, углеродная добавка и металлическая загрузка добавляются в среднюю и нижнюю части электропечи одновременно каждой партией. Углеродная добавка в процессе плавки не образует шлака, иначе она легко оседает на отходах шлака, что влияет на поглощение углерода.
2). При использовании индукционной печи средней частоты мощностью около 3 тонн, сырье является однородным и стабильным, поэтому мы рекомендуем метод централизованного добавления. Когда в печи остается или добавляется небольшое количество расплавленного железа, углеродную добавку следует наносить на поверхность расплавленного железа однократно, при этом металлическую крошку следует добавлять немедленно, а углеродную добавку следует вдавливать в расплавленный чугун, чтобы обеспечить полный контакт цементирующего агента с расплавленным чугуном.
3). При использовании малой или средней частоты в качестве сырья для электропечи рекомендуется корректировка содержания углерода с помощью добавок. После расплавления стали содержание углерода можно регулировать и добавлять на поверхность расплавленного железа. Продукт может растворяться и впитываться вихревыми токами или путем ручного перемешивания расплавленного железа во время плавления в электропечи.


Категории товаров

-

Телефон
-

Электронная почта

